Introduction
The PV applications could be grouped
according to the scheme of interaction with utility grid: grid connected, stand alone, and
hybrid. PV systems consist of a PV generator (cell, module, and array), energy
storage devices (such as batteries), AC and DC consumers and elements for power
conditioning. The most common method uses the PV cells in the grid network.
However, to understand the performance and to maximize the efficiency of the irradiation
of the PV cells, the standalone PV cells have spurred some interest,
especially, in the area of the solar tracker system.
Over the years, test and researchers had
proven that development of smart solar tracker maximizes the energy generation.
In this competitive world of advanced scientific discoveries, the introductions
of automated systems improve existing power generation methods. Before the
introduction of solar tracking methods, fixed solar panels were positioned
within a reasonable tilted direction based on the location. The tilt angle
depending on whether a slight winter or summer bias is preferred in the system.
The PV systems would face “true north” in the northern hemisphere and “true
south” in the southern hemisphere. Solar tracking is best achieved when the
tilt angle of the tracking PV systems is synchronized with the seasonal changes
of the sun’s altitude. Several methods of sun tracking systems have been
surveyed and evaluated to keep the PV cells perpendicular to the sun beam. An
ideal tracker would allow the PV cells to point towards the sun, compensating
for both changes in the altitude angle of the sun (throughout the day),
latitudinal offset of the sun (during seasonal changes) and changes in azimuth
angle. In the light of this, two main types of sun trackers exist: passive (mechanical)
and active (electrical) trackers
One class of the passive solar trackers
is the fixed solar panel. It is placed horizontally on
the fixed ground and face upwards
to the sky. But most of the passive solar trackers are based on manual
adjustment of the panel, thermal expansion of a shape memory alloy or two
bimetallic strips made of aluminum and steel. Usually this kind of tracker is
composed of a couple of actuators working against each other, which are, by equal
illumination, balanced. By differential illumination of actuators, unbalanced
forces are used for orientation of the apparatus in such direction where equal
illumination of actuators and balance of forces is restored.
Another passive tracking technology is
based on the mass imbalance between both ends of the panel. This kind of
trackers does not use any kind of electronic control or motor. Two identical cylindrical
tubes are filled with a fluid under partial pressure. The sun heats the fluid causing
evaporation and transfer from one cylinder to another, which creates the mass
imbalance. Passive solar trackers, compared to active trackers, are less
complex but works in low efficiency. Although passive trackers are often less
expensive, they have not yet been widely accepted by
Consumers.
On the other hands, major active
trackers can be categorized as a microprocessor based,
computer-controlled date and time
based, auxiliary bifacial solar cell based and a combination of these three
systems. In the microprocessor based solar tracker systems, a controller is
connected to DC motors OR linear actutor also called super jack. Once the
location is selected, the azimuth elevation range is determined, and the
angular steps are calculated. Usually for monitoring the power generation, they
also connected this tracking device to a PC by a code written in Assembly
or picbasic languages. In this solar tracker
design, sensors were often used. For example, a
photo-resistor was put in a dark
box with a small holes on the top to detect the
illumination, and a light sensor
or photosensor called light-dependent resistor (LDR)
to indicate the intensity of the
radiation (that changes its electrical resistance from several
thousand Ohms in the dark to only
a few hundred Ohms when light falls upon it). The
signals were then captured by the
microcontroller that provides a signal to the motors to
rotate the panel.
In this design, unreliable and
expensive components like batteries and driving electronics were completely
eliminated. Hence, it is a very simple, reliable solar tracker for space and
terrestrial applications. On the other hands, the method use combination of
microprocessor with sensor and date/time based system, the sensors such as or
light sensors send the signal to the microprocessor. Using the realtime clock
(RTC), the tracker computes the position of the sun based on the date/time
information of its clock. The
data gathered during the day are analyzed, and a new
improved set of parameters for
the installation errors is computed. These data are used in
the next day to compute more
accurate positions of the sun, and the cycle continues.
In this solar tracking system that we are
designing, the required position was calculated in advance and was programmed
into Programmable Logic Control (PLC) that in term controls the motor to adjust
the panel to maintain position perpendicular to the sun.
MECHANICAL
STRUCTURE
After the solar panels and other
components were selected, the overall structural design of
the solar tracker as seen in
Fig.1 was fabricated. The solar tracker weight 10 kg and has an
overall dimension of 1480mm x 680mm
x 30mm. The compactness of the proposed solar
tracker enables it to be mounted
on the wall. It consists of the PV panel, linear actutor also called super jack;
the motor and electronics boards support and the vertical pillar with base
plate support. The entire structure was fabricated using the metal plates. The
pillar holding panel is aligned to a ratio of 48:100 for better flexibility
during the panel jacking. The tracker is designed to have a single-axis rotation
(East to West), and the superjack is mounted in such a way that the tracker
systems have only a single-axis freedom of rotation. The fixture to hold the
sensors are then assembled and aligned at both ends of the PV panel to sense
the sun irradiance.
The PV panel frame
support has a support rod that runs across the PV panel width.
CHARGING AND TRACKING CONTROLLER
CIRCUIT
The overall mechanical and
electrical subsystems were integrated into the solar tracker
system is shown below. The solar
tracker system consists of mostly electrical components. The PV cells, LDR
sensor, the lead-acid battery, a voltage
tracking control board based on pic16f72 .
The LDR sensors sense the
sunlight intensity and send the signal to the microcontroller to move the PV panel via the super jack. The electrical
energy is then stored in the lead-acid battery that is later used to power the respective
house hold device.
The PV cells are a device that
helps to convert the solar energy into electrical energy. The
solar panel selected is capable
of generating 130W at maximum power with
a maximum volage of 17.6V.
To calculate the charging AMP
[CURRENT]
Power = voltage * current
Where: power = 130w
Voltage = 17.6v
Current = ?
Current = 130/ 17.6
Current = 7.38 A
We requires 12.6V supply and is
capable of handling a maximum of 10.32A. The charging and tracking
controller sense battery voltage using a in-build analog to digital converter
(ADC) to prevents the over-charging of the
battery. The LDR sensors (NORPS-12) are basically resistors that vary their
resistance according to the sunlight intensity when exposed to irradiance. The
output of the sensor circuit is an analogue voltage that is used as an input to
the PIC microcontroller. To determine the value of resistor R, various values
of different resistors were examined to finalize an appropriate resistor. The
desired resistor value should provide a voltage that covers the sunny and cloudy
conditions. The following resistor values as shown below based on self
experiment. From the self experiment result, it was found that varying the
value of resistors in the voltage divider circuit helps to improve the
sensitivity of the output. The resistor of 100Ω was found to be suitable to differentiate
between the sunny and cloudy day.
|
Fixed resistor
(Ω)
|
Vout on sunny
day
|
Vout on cloudy day
|
∆Vout
|
|
50
|
2.14
|
0.82
|
1.32
|
|
100
|
3.95
|
0.90
|
3.05
|
|
200
|
4.56
|
1.35
|
3.21
|
|
500
|
4.78
|
1.41
|
3.37
|
|
1000
|
5.01
|
1.89
|
3.12
|
The driving mechanism includes
the super jack and two 12v relay switching system. The super jack was main
controlled using the microcontroller (16f72). The controller uses the high and
low signal to drive the super jack via
two 12v relays at a controlled speed correspond to a maximum
voltage of 36Vdc which is been
derived with a 12v - 15v supply from the solar panel...
Solar Charging And Tracking
controller regulates the voltage and current coming from your solar panels
which is placed between a solar panel and a battery .It is used to maintain the
proper charging voltage on the batteries. As the input voltage from the solar
panel rises, the charge controller regulates the charge to the batteries
preventing any over charging.
Types of Charge controller :
1.ON OFF
2. PWM
3. MPPT
The most basic charge
controller(ON/OFF type) simply monitors the battery voltage and opens the
circuit, stopping the charging, when the battery voltage rises to a certain
level.
Among the 3 charge controllers
MPPT have highest efficiency but it is costly and need complex circuits and
algorithm.So think PWM charge controller is best for us which is treated as the
first significant advance in solar battery charging.
Pulse Width Modulation (PWM) is
the most effective means to achieve constant voltage battery charging by
adjusting the duty ratio of the switches ( MOSFET ). In PWM charge controller,
the current from the solar panel tapers according to the battery condition and
recharging needs. When a battery voltage reaches the regulation set point, the
PWM algorithm slowly reduces the charging current to avoid heating and gassing
of the battery, yet the charging continues to return the maximum amount of
energy to the battery in the shortest time.
Advantages of PWM charge controller :
1. Higher charging efficiency
2. Longer battery life
3. Reduce battery over heating
4. Ability to desulfate a
battery.
: CIRCUIT DIAGRAM
: 75% DUTY CYCLE AND POWER JACK ACTIVE
: 5% DUTY CYCLE
The microcontroller target board in the
system was used to control the servo motor. It receives the signals from the
LDR sensors. The analogue voltage is converted into digital signal (logic 1 or
0) for processing. The processor was a PIC16f72 from Microchip Inc.
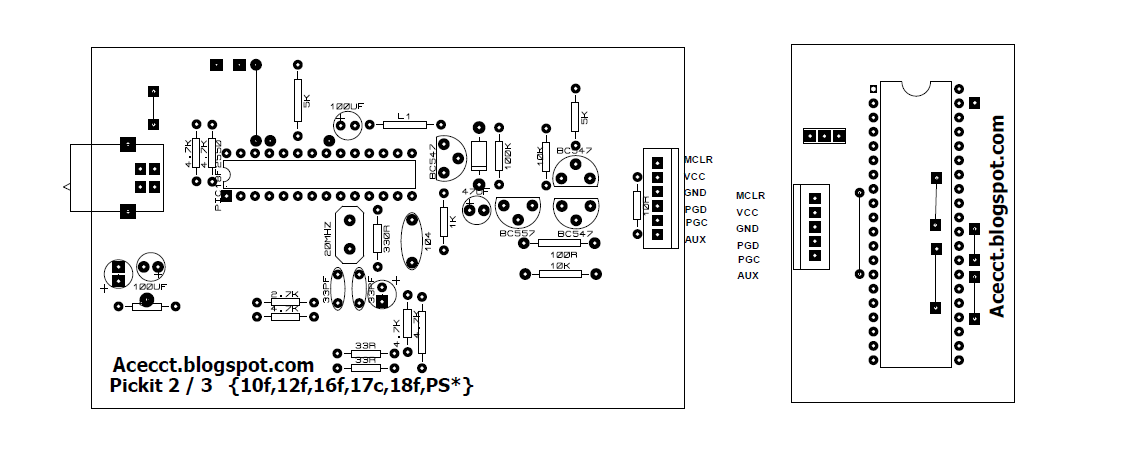
: BOTTOM PCB
: TOP PCB
3.2.5 PV PANEL MODEL
The simplest equivalent circuit
of a solar cell is a current source in parallel with a diode as shown below.
The current source represents the current generated by the PV cell due to the
photons received by it, and is constant under constant sun irradiance and
temperature. During darkness, the solar cell is not an active device; it works
as a diode. It produces neither a current nor a voltage. However, if it is
connected to an external supply (large voltage) it generates a saturation
current or dark current. The key parameters for a PV cell are short circuit
current (Isc or the current from the solar cell when the voltage across
the cell is zero), open circuit voltage (Voc) and sun irradiance value.
Usually these values are given by the manufacturer in the data sheet.
PV CELL MODEL
Normally a single PV cell
produces a rather small voltage that have less practical use. The
real PV panel always uses many
cells to generate a large voltage. For example the Eco-tree
130W, PV module used for our
project comprises of 36 cells to generate a large enough
voltage to charge a 12 volt
battery. The data sheet for Eco-tree 130W, is given in Table below.
|
Parameter
|
Value
|
|
Maximum Power
(Pmax)
|
130 W
|
|
Voltage At
Pmax
|
17.6v
|
|
Current At
Pmax
|
7.41a
|
|
Open-Circuit
Voltage (Voc)
|
21.6V
|
|
Short-Circuit
Current (Isc)
|
0.6A
|
|
Weight
|
12kg
|
|
Module Size
|
1480*680*35(Mm)
|